
вагон простой ремонт себестоимость
Задачами вагонного хозяйства является поддержание грузовых и пассажирских вагонов в работоспособном состоянии, выполнение установленного плана ремонта вагонов, рациональное использование имеющихся технических средств, достижение наибольшей эффективности предприятий. На дорогах создана производственная база (вагонные депо, пункты подготовки вагонов к перевозкам и технического обслуживания вагонов и др.), обеспечивающих выполнение их в процессе эксплуатации. На железных дорогах РФ действует планово-предупредительная система ремонта вагонов, которая направлена на обеспечение стабильной работы подвижного состава при наименьших затратах. Техническое обслуживание способствует уменьшению интенсивности изнашивания деталей и узлов, предупреждению и выявлению отказов и неисправностей. Грузовые вагоны проходят техническое обслуживание при подготовке составов в рейс на сортировочных и участковых станциях, а также при предъявлении порожних вагонов группами или составами в пунктах подготовки к перевозкам. Основная роль и назначение вагонного хозяйства заключается в обеспечении перевозок исправным вагонным парком при росте интенсивности использования. Вагонное хозяйство непрерывно развивается.
Особое внимание уделяется оптимизации межремонтных периодов и сроков службы вагонов, повышению качества ремонтных работ, внедрению новых и совершенствованию существующих форм организации производства, созданию поточно-конвейерных линий по ремонту вагонов и их отдельных частей. На вагоноремонтных предприятиях совершенствуется система планирования и материального стимулирования с широким внедрением научной организации труда, специализации и прогрессивной технологии ремонта на основе широкого использования передовых достижений науки и практики. От четкой, слаженной работы подразделений вагонного хозяйства во многом зависит бесперебойность и безопасность движения поездов, своевременное обеспечение перевозок техники исправным подвижным составом, эффективность использования транспортных средств.
.1 Техническое обслуживание и экипировка пассажирских вагонов
Особенности эксплуатации и технического обслуживания пассажирских вагонов
С 1985 г. подразделения по ремонту, ТО и экипировке пассажирских вагонов переданы в состав департамента пассажирских перевозок МПС. Однако, до сих пор сохраняется кооперация грузовых и пассажирских депо по ремонту колесных пар со сменой элементов, т.к. вагоноколесные мастерские чаще входят в состав грузовых депо. Осмотрщики вагонов ПТО, ПОТ и КП в случаях вынужденной остановки пассажирских поездов по неисправностям ходовых частей, автотормозов и автосцепки решают вопросы о возможности дальнейшего следования вагонов.
Вагонное депо по ремонту грузовых вагонов с разработкой роликового отделения
Вагонное депо предназначено для выполнения планового деповского ремонта вагонов, ремонта и комплектовки вагонных узлов и деталей. На базе вагонных депо организуют и обеспечивают подготовку к перевозкам, а также техническое обслуживание грузовых и пассажирских вагонов в границах, установленных ...
Основные особенности технической эксплуатации пассажирских вагонов, в отличие от грузовых, заключаются в следующем:
- все пассажирские вагоны, в том числе и почтовые, которые являются собственностью почтового ведомства, приписаны к конкретным пассажирским депо и составляют их инвентарный парк;
- вагоны после рейса возвращаются на станцию, где расположено депо приписки;
- в пути следования пассажирский состав сопровождает бригада проводников, начальник поезда и поездной электромеханик;
вагоны оборудованы встроенными системами диагностики, пожаротушения и
при подготовке состава в рейс необходима его экипировка;
- вследствие существенного сезонного изменения объема перевозок пассажиров вагоны по нескольку месяцев могут находиться в отстое;
- существенную сложность представляет техническое обслуживание и ремонт электрооборудования систем отопления, вентиляции и кондиционирования воздуха.
Техническое обслуживание пассажирских вагонов
Техническое обслуживание первого вида (ТО- 1) производится при подготовке составов в рейсе на ПТО, на ремонтно- экипировочных путях или в РЭД станции формирования и оборота, а также в пути следования.
ТО пассажирских вагонов осуществляется в парках прибытия, формирования и отправления.
Работа ПТО осуществляется в зависимости от расписания движения пассажирских поездов. ПТО обязаны обеспечить качественную подготовку составов в рейс. Персонал ПТО несет полную ответственность за безопасное и безотцепочное движение обработанных составов на протяжении всего рейса.
Подача состава в парк приема пассажирской технической станции. Эта операция начинается на перронных путях пассажирской станции и заканчивается остановкой и ограждением его в парке приема ПТС.
Во время высадки пассажиров производится отцепка поездного локомотива и прицепка маневрового локомотива. Состав подается в парк приема ПТС с остановкой по пути у платформы для выгрузки мусора, а в некоторых случаях и для экипировки топливом.
В парке приема поезд встречает сходу бригада осмотрщиков в составе не менее двух человек. Они выявляют неисправности, проявляющиеся в движении. После остановки и ограждения состава выполняется контрольно- технический осмотр бригадами по наружному осмотру и по осмотру внутреннего оборудования. Специально выделенные осмотрщики электрооборудования принимают электрооборудование каждого вагона от поездного электромеханика или бригадира поезда. Все неисправности фиксируются в книге учета ремонта вагонов.
В парке приема ПТС выполняется также санитарно- эпидемиологический контроль и дезинфекция туалетов и мусорных ящиков.
В случае длительного простоя состава в парке приема до подачи в РЭД в зимнее время должно включаться высоковольтное отопление.
Вагоны нового поколения
... необходимость разработки и поставки на железные дороги России пассажирских вагонов нового поколения, оборудованных принципиально новыми системами и агрегатами (кондиционер, статический электропреобразователь, система управления ... грузов. При этом при капитальных и капитально-восстановительных ремонтах вагонов будет производиться замена существующих узлов на узлы современного технического уровня. ...
Из парка приема состав подается в вагоно- моечный комплекс, где производится наружная обмывка кузовов, оконных стекол и ходовых частей, а также сушка вагонов в сушильной камере.
Во время прохождения состава через вагоно- моечную машину производится также мойка санузлов четырьмя рабочими- мойщиками, которые переходят из вагона в вагон каждые 2- 3 минуты.
После наружной обмывки и сушки состав подается на пути переформирования для отцепки части вагонов и замены их из резерва.
При переформировании составов своего формирования могут быть отцеплены
почтовые и багажные для выгрузки, погрузки и экипировки;
- вагоны, подлежащие дезинфекции;
- вагоны- рестораны для направления в пункт ТО и экипировки;
- вагоны, подлежащие деповскому, текущему отцепочному ремонту или ТО- 3;
- вагоны в резерв в связи с изменением схемы поезда.
При переформировании состава по обороту могут быть отцеплены следующие вагоны:
- почтовые и багажные для выгрузки, погрузки и экипировки;
- вагоны, требующие дезинфекции;
- вагоны, требующие текущего отцепочного ремонта.
Если отцепляемые вагоны не могут быть подготовлены в рейс за время оборота на ПТС, в состав включают вагоны из резерва.
После окончания формирования состав подается в РЭД или на ремонтно- экипировочные пути. В случае смены поездной бригады, бригада экипировщиков в РЭДе принимает вагоны от поездной бригады и после подготовки вагонов передает их новой поездной бригаде. Передача вагонов составов по обороту от проводников экипировщикам не производится.
В РЭДе или на ремонтно- экипировочных путях производится осмотр, текущий безотцепочный ремонт и полная подготовка составов в рейс.
Вагоны осматривают одновременно два осмотрщика, идущие параллельно с обеих сторон состава. Осмотрщики проверяют сроки периодического ремонта, состояние колесных пар, тележек, рам, буксовых узлов, уровень автосцепки над головкой рельса, подвеску генераторов, аккумуляторные ящики и т.д. Проверяется с пролазкой состояние осей, надрессорных и подрессорных балок, элементов рамы.
Осмотрщики внутреннего оборудования обращают особое внимание на состояние котла отопления, насосов, арматуры, приборов вентиляции, дверей, диванов. Все замеченные неисправности отмечаются мелом и заносятся в книгу учета. Неисправности устраняются ремонтной бригадой.
На вагоны, требующие текущего отцепочного или периодического ремонта, составляется уведомление и вручается дежурному по станции.
После полной подготовки состава в РЭД производится его окончательное формирование, при котором обеспечивается полное соблюдение схемы поезда. Во время этой операции в состав включаются следующие вагоны:
- вагон- ресторан или вагон- буфет;
- вагоны из резерва, не включенные при переформировании;
- вагоны из отцепочного ремонта;
- вагоны после санобработки;
- почтовые и багажные вагоны.
Из РЭД подготовленный и окончательно сформированный состав подается в парк отправления. В этом парке выполняется внутренняя уборка вагонов, включенных в состав из резерва, после отцепочного ремонта или после дезинфекции. При длительном простое состава в парке отправления в ожидании отправления в рейс в зимнее время, состав должен быть подключен к высоковольтному отоплению.
Правила пассажирских перевозок и устройство пассажирских вагонов
... Багаж проезжающих в арендованном пассажирском поезде перевозится в багажных вагонах, оформленных на условиях аренды. В этом случае перевозка, хранение и выдача багажа производятся арендатором пассажирского поезда, а багажные квитанции железной дорогой не выдаются. Прием багажа в вагон ...
В парке отправления производится приемка состава постоянно действующей комиссией, в которую входят дежурный помощник начальника депо, представитель санитарно- контрольного пункта, старшие мастера участков, начальник поезда, поездной электромонтер. Приемка производится не позднее, чем за 2 часа до подачи поезда под посадку пассажиров.
Поезд, поданый под посадку пассажиров, подвергается контрольному осмотру для проверки исправности ходовых частей. После прицепки локомотива производится полная проба тормозов с оформлением справки.
Техническое обслуживание пассажирских вагонов на промежуточных станциях выполняют работники ПТО. Они осматривают и устраняют неисправности тех частей вагона, от которых зависит безопасность пассажиров и движения поезда. Здесь тщательно осматривают колесные пары, тележки, автотормоза, ударно- тяговые приборы.
Осмотр состава начинается сходу. После остановки производится проверка с пролазкой. Обнаруженные неисправности устраняются за время стоянки слесарями, идущими вслед за осмотрщиками.
На крупных станциях основных направлений следования дальних поездов организуются пункты укрупненного безотцепочного ремонта. Они размещаются на путях, примыкающих к приемо- отправочным. Эти пункты оснащаются стационарными электродомкратами, бетонированными площадками, стеллажами для запасных частей, запасом исправных колесных пар и других деталей.
Экипировка пассажирских вагонов
На экипировку приходится большая доля затрат труда и рабочего времени при подготовке составов в рейс. Она включает в себя наружную очистку и обмывку, уборку внутренних помещений, снабжение водой и топливом, постельными принадлежностями, предметами для обслуживания пассажиров, санитарный осмотр, дезинфекцию и дезинсекцию.
Экипировку вагонов поездов дальнего и местного следования производят после каждого рейса, а пригородных поездов — один раз в сутки.
В пунктах оборота также осуществляется экипировка вагонов. При этом производятся внутренняя уборка, дезинфекция туалетов и мусорных ящиков, снабжение водой и топливом, наружная обмывка кузовов и ходовых частей.
Для выполнения экипировочных работ организуются специализированные бригады по наружной обмывке, внутренней уборке, заправке водой, топливом.
Санитарный осмотр и дезинфекция проводятся работниками СЭС. Дезинфекция постельных принадлежностей и съемного инвентаря делается не реже 1 раза в месяц. Дезинсекция выполняется по графику СЭС.
Снабжение пассажирских составов водой производят от водоразборных колонок, установленных на экипировочных путях парка или в РЭД. В холодное время пассажирские составы, сформированные из вагонов с водяным отоплением, обеспечиваются топливом. Местные и межобластные поезда снабжаются топливом на весь пробег до пункта назначения. Поезда дальнего следования снабжаются на 2- 3 суток с последующим пополнением в пути следования. Доставка угля к вагонам производится на машинах, электрокарах, грузовых мотороллерах или на тракторах с прицепными тележками в заранее загруженных ящиках.
Пассажирские вагоны обеспечиваются также постельными принадлежностями, мягким и жестким инвентарем, продуктами чайной торговли.
Руководят экипировкой мастер участка экипировки и бригадир смены.
Одновременно с экипировкой пассажирских вагонов снабжаются продуктами питания и столовым бельем вагоны- рестораны.
Механизация экипировочных работ
Механизация является главным резервом для сокращения продолжительности обработки составов на технических станциях, облегчения труда рабочих, снижения себестоимости подготовки составов.
Наиболее трудоемкими операциями на ПТС являются наружная обмывка и внутренняя уборка вагонов, производство текущего укрупненного ремонта вагонов с подъемкой, снабжение вагонов топливом, сдача и доставка постельных принадлежностей, дезинфекция и дезинсекция.
Тип вагономоечной машины выбирается в зависимости от числа обмываемых составов в сутки. Самоходные моечные машины типа ПКТБ ЦТВР МПС, ВКО4 или портального типа Донецкой дороги применяют, когда в сутки обмывается 3- 4 состава.
Стационарные моечные машины типа ПКБ ЦП МПС 178 применяются при обмывке от 5 до 15 составов в сутки. При большем объеме обмывки применяют машины типа ПКБ ЦП МПС 116. Обе эти машины производят также и обмывку ходовых частей.
Если в районе расположения станции продолжительность среднегодовых минусовых температур не более 3 месяцев, можно применять вагономоечные машины на открытых площадках. В противном случае их необходимо размещать в закрытых помещениях длиной 144 м и шириной 9 м. В помещениях предусматривается обогрев составов при входе и сушка при выходе. Внутренняя уборка вагонов производится с помощью поломоечно- пылесосных машин. Для удаления мусора из вагона и для снабжения топливом наиболее рационально иметь специализированные участки, имеющие площадки с твердым покрытием. На площадках вдоль пути через 50 метров размещаются четыре мусоросборника, представляющие собой конструкцию с направляющими воронками, куда проводники выбрасывают мусор. Под воронками устанавливают стандартные контейнеры объемом 1 кубометр. На свободной части площадки располагаются пустые контейнеры. Из контейнеров мусор выгружается специализированным автотранспортом.
Для снабжения углем применяются рольганги, по которым ящики с углем подаются в дверной проем вагона и убираются обратно.
1.2 Источники и факторы снижения себестоимости
В условиях рыночных отношений успех в конкурентной борьбе и устойчивое финансовое состояние предприятия могут быть достигнуты только тогда, когда уровень издержек предприятия — не выше среднеотраслевого уровня. Во-первых, снижение издержек является важнейшим источником роста прибыли предприятия, а, следовательно, увеличения средств, направляемых на расширение производства, техническое перевооружение, разработку и внедрение новых видов продукции, удовлетворение интересов компании и трудового коллектива; во-вторых, обеспечивает возможность уменьшения стоимости ремонта вагонов. А это — важнейшее условие успешной конкурентной борьбы на рынке ремонтных предприятий пассажирского комплекса ОАО «ФПК». Снижение цен позволяет предприятию привлечь большее число заказчиков (собственников вагонов), потеснив аналогичные предприятия и увеличить общую массу прибыли предприятия за счет роста объема оказанных услуг по ремонту; в-третьих, уменьшает потребность в оборотных средствах, что позволяет увеличить расходы на производственные и социальные нужды предприятия.
Возможности снижения издержек производства анализируются по двум направлениям: по источникам и факторам. Под источниками понимают виды затрат, за счет экономии которых могут быть снижены издержки. Факторы — это технико-экономические условия, под влиянием которых изменяются издержки. Основные источники снижения издержек производства и реализации продукции:
- снижение расхода сырья, материалов, топлива и энергии в расчете на единицу продукции;
- уменьшение размера амортизационных отчислений, приходящихся на единицу продукции;
- снижение расхода заработной платы, приходящейся на единицу продукции;
- сокращение административно-управленческих расходов;
- ликвидация непроизводительных потерь и расходов.
Рассмотрим факторы, оказывающие большое влияние на экономию затрат. Они делятся на две большие группы: внутрипроизводственные и внешние. К внутрипроизводственным факторам относятся те, на которые может влиять предприятие:
- совершенствование норм расхода материальных ресурсов;
- внедрение прогрессивной технологии;
- повышение уровня механизации и автоматизации производства;
- улучшение использования оборудования, трудовых ресурсов путем применения научной организации труда и производства;
- изменение объема производства и др.
Повышение технического уровня производства, совершенствование организации производства и труда приводит к снижению затрат сырья, материалов и заработной платы.
К снижению издержек также приводят снижение норм расхода сырья и материалов, сокращение потерь в процессе производства и хранения товаров, использование вторичных отходов, внедрение безотходных технологий. Существенное влияние оказывает изменение объема производства. Увеличение объема продукции в краткосрочном периоде приводит к изменению переменных издержек в расчете на единицу продукции. При этом затраты вначале резко снижаются, а затем начинают возрастать. Снижение затрат обеспечивается за счет опережающих темпов роста производительности труда над темпами роста заработной платы. За счет этого в стоимости каждой единицы продукции будет меньше затрат живого труда.
Внешние факторы — это те, на которые предприятие влиять не может:
- рыночные цены на сырье, материалы и оборудование;
- ставки налогов и отчислений, включаемых в состав себестоимости;
- природные факторы и др.
В настоящее время большое влияние на величину текущих затрат оказывает рост рыночных цен на сырьевые и топливно-энергетические ресурсы. Задача предприятия — лучше исследовать рынок, стараться заключать договора на поставку более дешевого сырья; совершенствовать технологию изготовления с целью замены материалов на более дешевые, но не уступающие по качеству.
.1 Влияние нормативно-технического документа по техническому обслуживанию и текущему ремонту на себестоимость проведения технического обслуживания пассажирских вагонов
Периодичность проведения технического обслуживания пассажирских вагонов и их узлов в значительной мере влияет на затраты предприятия. Данный вопрос особенно актуален в связи с передачей выполнения ряда функций по техническому обслуживанию вагонов аутстафинговым компаниям.
Рассмотрим данную зависимость на примере двух документов: 023 ПКБ ЦЛ-2010 РЭ «Вагоны пассажирские. Руководство по техническому обслуживанию и текущему ремонту» (далее Руководство 023 ПКБ ЦЛ — 2010 РЭ), введенного в действие в 2011 году и ранее существовавшего 021 ПКБ ЦЛ-2007 РЭ «Вагоны пассажирские. Руководство по техническому обслуживанию и текущему ремонту» (далее Руководство 021 ПКБ ЦЛ — 2007 РЭ).
Руководством 023 ПКБ ЦЛ — 2010 РЭ регламентируется проводить ТО-1 всех узлов пассажирских вагонов перед каждым отправлением в рейс. При этом временной интервал рейса обслуживаемого вагона не оговорен.
Ранее 021 ПКБ ЦЛ-2007 РЭ по некоторым узлам вагона ТО-1 производилось не перед каждым рейсом (регламентировался временной интервал).
В качестве примера рассмотрим только один узел — высоковольтное оборудование пассажирского вагона. По Руководству 021 ПКБ ЦЛ-2007 разрешалось проводить ТО-1 высоковольтному оборудованию для вагонов, оборот которых до трех суток не реже, чем один раз в шесть суток.
ЛВЧД-2 Красноярск Енисейского ФПКФ формирует 3 состава с оборотом вагонов до двух суток. Это поезда № 606/605 сообщением «Красноярск — Карабула» ежедневным отправлением из Красноярска, № 85/86 сообщение «Красноярск — Новосибирск» отправлением по нечетным и №659/660 сообщением «Красноярск — Абакан» отправлением 3 раза в неделю по понедельникам, средам и пятницам.
В таблице № 2.1 и на диаграммах №№2.1,2.2 приведены данные по количеству отправленных вагонов за 2011 год и ожидаемому в 2012году, а также затраты предприятия в разрезе двух Руководств.
Факт 2011 года и ожидаемый объем 2012 года отправленных вагонов по вышеперечисленным составам составляет соответственно 6042 вагона для 2011 года и 5861 вагон для 2012 года. Из них в период использования высоковольтного оборудования вагонов с 5 сентября по 15 мая ТО-1 высоковольтному оборудованию произведено в количестве 3974 в 2011 году и ожидаемое количество ТО-1 в количестве 3855 в 2012 году.
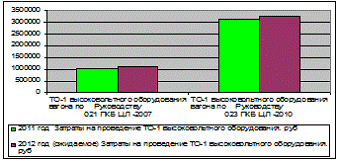
Сравним затраты на проведение ТО-1 высоковольтного оборудования вагонов в разрезе Руководств 023 ПКБ ЦЛ-2010 РЭ и 021 ПКБ ЦЛ-2007 РЭ. Для расчета возьмем сложившуюся себестоимость проведения одного ТО-1 высоковольтного оборудования, которая в 2011 году составляла 782,43 руб. и в 2012 году составляла 848,1 рублей. Выполняя требования Руководства 023 ПКБ ЦЛ-2010 РЭ затраты предприятия в 2011 году составили 3 109 377 рублей, а в 2012 году составили 3 269 426 рублей. При выполнении требований Руководства 021 ПКБ ЦЛ-2007 РЭ затраты предприятия составили бы в 2011 году 1 036 459 рублей и в 2012 году 1 089 808 рублей.
Таблица № 2.1 Сравнительные затраты на проведение ТО-1 высоковольтного оборудования в период с 5 сентября по 15 мая в разрез Руководств 023 ПКБ ЦЛ -2010 РЭ и 021 ПКБ ЦЛ — 2007 РЭ
|
2011 год (факт) |
2012 год (ожидаемое) |
|||||||
|
ТО-1 всех вагонов формирования ОАО «ФПК» |
Вагоны местных поездов с оборотом до 2-х суток за весь год |
ТО-1 вагонов местных поездов с оборотом до 2-х суток в период высоковольтного отопления |
Затраты на проведение ТО-1 высоковольтного оборудования, руб. |
ТО-1 всех вагонов формирования ОАО «ФПК» |
Вагоны местных поездов с оборотом до 2-х суток за весь год |
ТО-1 вагонов местных поездов с оборотом до 2-х суток в период высоковольтного отопления |
Затраты на проведение ТО-1 высоковольтного оборудования, руб. |
|
|
ТО-1 высоковольтного оборудования вагона по Руководству 021 ПКБ ЦЛ -2007 |
18541 |
6042 |
1325 |
1036459 |
17985 |
5861 |
1285 |
1089808,5 |
|
ТО-1 высоковольтного оборудования вагона по Руководству 023 ПКБ ЦЛ -2010 |
18541 |
6042 |
3974 |
3109376,8 |
17985 |
5861 |
3855 |
3269425,5 |
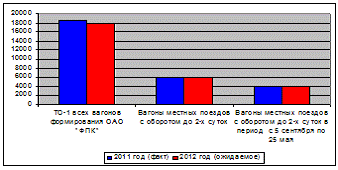
Диаграмма № 2.1 Объемные показатели проведения ТО-1 по предприятию
Можно сделать выводы, что с введением нового Руководства эксплуатационные расходы на проведение технического обслуживания только по узлу высоковольтного оборудования вагона для поездов с оборотом до 2-х суток по ЛВЧД-2 Енисейского филиала увеличились на 66 %.
.2 Влияние нормативно-технической документации, регламентирующих простой вагонов в ремонте, на производственную мощность предприятия и себестоимость ремонта вагонов
Задачей любого ремонтного предприятия ОАО «ФПК» является увеличение производственной мощности, следствием чего будет увеличение объемов ремонта и снижение себестоимости проведения ремонта.
Производственная мощность вагонного депо рассчитывается по формуле
М = Ф р
Где: Фр — количество ремонтных позиций, единица
Фц — годовой фонд времени работы участка, час
Тц — нормируемое время простоя вагонов в ремонте, час
Произведем расчет производственной мощности для депо, оснащенного 10 ремонтными позициями. Расчет произведем исходя из годового фонда работы 2012 года, равного 1986 часам. Меняя нормируемое время простоя вагона в ремонте, проследим, как меняется производственная мощность депо. Данные расчета приведены в таблице №2.2.
Таблица №2.2 Производственная мощность предприятия при установленных нормах простоя в ремонте
|
Простой, сутки |
4 |
5 |
6 |
7 |
8 |
9 |
|
Простой в часах при 11 часом рабочем дне |
44 |
55 |
66 |
77 |
88 |
99 |
|
Производственная мощность предприятия, вагон |
451 |
361 |
301 |
258 |
226 |
201 |
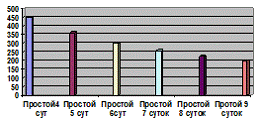
Диаграмма №2.3 Производственная мощность предприятия при установленных нормах простоя в ремонте
На текущий момент нормы простоя вагонов в ремонте определяются Указанием Министерства путей сообщений Российской Федерации №В-1465 от 23 декабря 1997 года. Документом регламентируется следующие нормы простоя пассажирских вагонов при проведении деповском и капитального ремонтов в условиях вагонных депо (таблица №2.3).
Таблица № 2.3 Нормы простоя вагонов при деповском и капитальном ремонтах в условиях вагонных депо
|
№ пп. |
Вид ремонта |
Тип вагона |
Общий простой, сутки |
Простой в ремонте, сутки |
|
1. |
ДР |
С принудительной вентиляцией |
10 |
6 |
|
2. |
С кондиционированием воздуха |
14 |
9 |
|
|
3. |
КР-1 |
С принудительной вентиляцией |
15 |
11 |
|
4. |
С кондиционированием воздуха |
16 |
12 |
Одновременно с этим за последние годы процесс ремонта пассажирских вагонов значительно изменился и нормы простоя вагонов, существовавшие в 1997 году, не отражают реального процесса.
Рассмотрим ремонт вагонов после постройки, со сроком полезного использования до 6 лет (до первого КР-1).
Значительная часть кузовов вагонов при ремонте в условиях депо не подвергается окрашиванию (окрашены полиуретановыми красками со сроком полезного использования до 5 лет).
Общая технологическая трудоемкость проведения окрашивания кузова вагона составляет 180,49 часа: это проведение механической очистки от старой краски (время 47,88 часа), помывка кузова (время 1,2 часа), грунтовка (время 10,64 часа), шпатлевание участков кузова (время 8,55 часа), шлифовка участков кузова (время 6,4 часа), нанесение выявительного слоя для достижения однотонности основных слоев (время 7,2 часа), нанесение первого основного слоя эмали на весь кузов (время 49,31 часа), нанесение второго основного слоя эмали на весь кузов (время 49,31 часа).
С учетом того, что все вышеперечисленные операции производятся не одним работником, а бригадой работников, суммарная длительность всех операций укладывается в 24 часа (данные экспериментальные).
Кроме этого, регламентируется время высыхания шпатевки (11 часов), грунта (время 11 часов) и краски (время 11 часов).
Итого, только на высыхание нанесенных слоев, необходимо 44 часа (расчет экспериментальный для депо, не оборудованном окрасочной камерой).
Исходя из того, что большая часть работ по подготовке кузовов вагонов к покрасочным работам проводится в цехе подготовки, и оно идет параллельно остальным работам, общая длительность процесса окрашивания укладывается в 2-3 суток, которое заложено в нормы простоя вагонов в ремонте при осуществлении ремонта.
Поступающие в ремонт вагоны со сроком полезного использования до 6 лет оборудованы стеклопакетами, отделка внутреннего оборудования выполнена антивандальными материалами износ внутреннего оборудования вагона минимальный (систем отопления, водоснабжения, замков).
Одним из самых трудозатратных узлов вагона при проведении ремонта остается электрооборудование. Трудозатраты на ремонт узлов вагонов в условиях депо приведены в таблице №2.4.
Таблица №2.4 Трудозатраты при проведении деповского и капитального ремонтов в депо.
|
Вид ремонта |
Трудозатараты, нормо- час |
возраст вагона |
Систему отопления отремонтировать |
Систему водоснабжения отремонтировать |
Столярные работы произвести |
Электрооборудование отремонтировать |
Замочные работы |
||||||
|
ДР |
С принудительной вентиляцией |
до 10 лет |
7,75 |
3,89 |
23,24 |
87,57 |
7,94 |
||||||
|
от 10 до 18 лет |
10,08 |
5,06 |
23,24 |
87,57 |
7,94 |
||||||||
|
С установкой кондиционирования воздуха |
до 10 лет |
7,75 |
3,89 |
23,24 |
108 |
7,94 |
|||||||
|
от 10 до 18 лет |
10,80 |
5,06 |
23,24 |
108,00 |
7,94 |
||||||||
|
КР-1 |
С принудительной вентиляцией |
49,4 |
46,4 |
304 |
131,6 |
28,2 |
|||||||
|
С установкой кондиционирования воздуха |
49,4 |
46,4 |
304 |
161,7 |
28,2 |
||||||||
При расчете времени нахождения в ремонте, кроме технологического времени на внутреннее оборудование и электрооборудование вагона, должно учитываться время нахождения вагона на домкратах (1 сутки) и время проведения испытания вагона на станции диагностирования пассажирских вагонов (максимум 1 сутки).
Исходя из того, что ремонт любого узла оборудования вагона осуществляется бригадами из нескольких исполнителей, ремонт внутреннего оборудования и электрооборудования вагона с учетом времени нахождения вагона на домкратах и на станции диагностирования укладывается в 6-7 суток для вагонов с установками кондиционирования воздуха.
Из всего вышесказанного можно сделать вывод, что Указание № В-1465 от 23.12.1997 года по нормам простоя в ремонте не корректно для вагонов со сроком полезного использования до 6 лет.
Критерии по времени ремонта вагонов и проведению их окрашивания после проведения КР-2 вагонов сопоставимы со временем в ремонте вагонов, со сроком полезного использования до 6 лет.
В таблице №2.5 приведен анализ загруженности депо ремонтом вагонов со сроком полезного использования до 6 лет и проведению окраски кузовов вагонов. Для наглядного представления эти данные продублированы на диаграмме №2.4.
Таблица 2.5 Анализ загруженности депо
|
Отремонтировано вагонов в депо (ДР и КР-1) |
Из них вагонов со сроком полезного использования до 6 лет |
Из них вагонов окрашенных в депо |
|
|
2011 год |
243 |
58 |
93 |
|
2012 год |
254 |
66 |
98 |
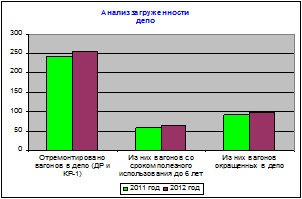
Диаграмма №2.4 Анализ загруженности депо
На предприятиях ОАО «ФПК» на текущий момент существует контрольный показатель по отслеживанию норм простоя вагонов в ремонте, вследствие чего после проведения всех регламентных работ вагон отстаивается «нужное время» на подъездных путях ремонтного предприятия. При этом вагон находится на охране у аутстафинговой компании.
Произведем расчет прямых затрат на охрану вагонов, которые могли быть выпущены раньше при условии изменения Указания №В-1465У.
При расчете возьмем уменьшение нормы простоя вагонов в ремонте с полезным сроком использования до 6 лет и не окрашиваемых в депо в среднем на 2 суток. Только в период 2011 и 2012 года в депо не окрашено при ремонте 306 вагонов.
*2*24*99,64= 1 463 512,32 руб.
2.3 Влияние автоматизации производственных процессов на себестоимость продукции
На предприятиях ОАО «ФПК» существует практика увеличения объемов проведения работы при выполнении ремонта и обслуживания пассажирских вагонов. Толчком к росту объемов выполняемых работ обычно являются различные указания и факсограммы, которые в дальнейшем отражаются в регламентирующих документах.
В 2011 году вышло распоряжение, устанавливающее межремонтные сроки по воздухораспределителям 292-001 и 292М, которое обязывало производить смену тормозных приборов через 6 месяцев. Выполнить данное распоряжение было возможным двумя вариантами.
Первый вариант путем заключался в проведении натурного осмотра воздухораспределителей при каждом проведении технического обслуживания. При этом в случае отправления с пункта формирования в среднем 70 вагонов в сутки осмотрщики вагонов тратили бы порядка 70 минут только на проверку межремонтных сроков тормозных приборов и отвлекались бы от непосредственного проведения ТО-1.
Второй вариант предусматривал создание программного продукта, позволяющего производить и осуществлять контроль замены воздухораспределителей, автоматически проверять вагоны, находящиеся в парке, планировать объемы замены воздухораспределителей по месяцам.
В ЛВЧД-2 Красноярск пошли по второму варианту.
Разработанная программа позволяет распознавать список вагонов, находящихся в парке, при помощи «Приложения к плану » и определять, в каких из вагонов необходимо заменить воздухораспределители, выдает распечатку со списком вагонов находящихся в парке, в которых необходимо произвести замену. При отсутствии вагона в базе и наличия его в «Приложении к плану» предлагает его внести или пропустить.
Программа позволяет просмотреть график и распечатать помесячный план замены воздухораспределителей по месяцам, что позволит планировать объемы замены воздухораспределителей
На рисунках №2.5 показан интерфейс программы.
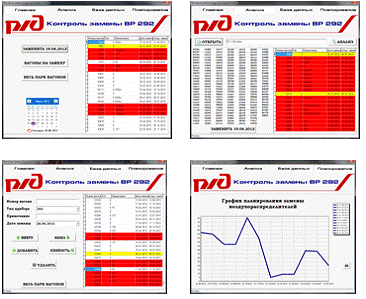
Рисунок 2.5 Интерфейс программы «Контроль замены воздухораспределителей ВР 292»
Существующими Руководствами регламентируется проводить замену масла в редукторах привода генератора. В случае отслеживания сроков замены масла на бумажном носителе очень велика вероятность человеческого фактора.
Таблица № 2.6 Сроки замены масла в редукторах
|
№пп |
Тип редуктора |
1 смена после ввода нового редуктора |
Последующие |
|
1 |
ТРКП |
10 000 км |
150 000 км |
|
2 |
ВБА |
50 000 км |
120 000 км |
|
3 |
ЕЮК |
20 000 км |
120 000 км |
|
4 |
ЖДР |
60 000 км |
150 000 км |
|
5 |
ДМИ |
60 000 км |
150 000 км |
При этом для решения данного вопроса отсутствует сетевой программный продукт, позволяющий производить планирование и учет замены масла в редукторах.
В депо разработан программный продукт, позволяющий отслеживать временной интервал замены масла в редукторах пассажирских вагонов приписного парка.
Использование разработанных программных продуктов не позволяет получить большой экономический эффект, но при этом позволяют предприятию выполнять все требуемые от нас нормативные указания без привлечения дополнительных работников.
По результатам работы разработаны следующие предложения:
— Провести актуализацию технологических инструкций с учетом анализа безопасности движения поездов с применением экономической составляющей влияющей на необоснованный рост себестоимости ремонта и технического обслуживания подвижного состава.
- Обеспечить максимальные загрузки ремонтных предприятий, учитывая изменения расчетов мощностей депо пересмотрев существующие нормы простоя вагонов в ремонте достигать задач уменьшения времени выполнения заказа.
— Добиваться цели ритмичных поставок запасных частей и материалов, для исключения искажений фактической себестоимости на период не выполнения данного мероприятия не требовать снижения уровеня сумм товара материальных ценностей находящихся на складах предприятий.
Для улучшения и совершенствования качества услуг по техническому обслуживанию и ремонту подвижного состава использовать и распространять современные методы в том числе программных обеспечений, как наших коллег, так и других отраслей.
1. Вагоны пассажирские. Руководство по техническому обслуживанию и текущему ремонту 023 ПКБ ЦЛ — 2010 РЭ
2. Вагоны пассажирские. Руководство по техническому обслуживанию и текущему ремонту 021 ПКБ ЦЛ — 2007 РЭ
. Нормы времени на слесарные работы по внутреннему оборудованию при деповском ремонте цельнометаллических вагонов. Москва, 2007г
. Сборник нормативной документации по трудозатратам на все виды ремонта и текущего содержания пассажирских вагонов. Утверждена заместителем руководителя департамента пассажирских сообщений Емельяновым А.Д. Москва, 2001.
. Коэффициенты для расчета производительности труда на капитальном ремонте цельнометаллических вагонов в условиях депо. Утверждена начальником главного пассажирского управления В.Н. Шатаевым. Москва 1992.
. Приказ № 15 от 13 января 2011г. О внесении изменений в приказ Министерства путей сообщений Российской Федерации от 4 апреля 1997г. № 9Ц.
. Указание №В-1465у от 23.12.1997г Об установлении норм простоя пассажирских вагонов при техническом обслуживании, деповском и капитальном ремонте.